Caged refinement: A deep dive into Charles Lewton-Brain’s signature electroforming work
By Charles Lewton-Brain
Photos © Charles Lewton-Brain
Electroplating and electroforming have been instrumental in refining my voice and style within the world of jewellery fabrication. Specifically, in my work, I use grids of fusion-welded stainless-steel wire to create structures, which are then electroformed. Copper is grown on the conductive matrix thickly, and, thanks to the antique approach I use, nature intrudes; there are small nodules and bumps—similar to coral growing onto an object. It is this tension between structure (the grid) and nature (the grown texture) which I believe give the pieces beauty.
Electroplating is the application of a very thin layer of metal onto a different metal using electrochemistry. The process uses a solution (called a “bath” when electroplating), which is a mixture of metallic salts dissolved in an acidic or a basic solution.
Essentially, when a small amount of direct current electricity is applied with the conductive object you want to plate (i.e. the negative pole/cathode) and a source of electricity (i.e. a chunk of the same metal you are plating with—the positive/anode), then metal is deposited out of the solution onto the cathode (i.e. your object)—and it becomes plated.
Electroplating is very thin. Standard thicknesses in electroplating gold on jewellery is 10 to 20 micro-inches (0.000254 to 0.000508 mm). I have my copper-electroformed work thickly gold plated to 200 micro-inches. This, which is the most I can find industry platers willing to do, is considered thick enough that the description legally moves into the electroforming category (i.e. 0.1 mm thickness of deposit).
In jewellery, the primary metals used for plating are nickel, silver, gold (of different alloys and colours), and rhodium. Nickel seals a surface off to prevent a base metal core from penetrating the plating and discolouring it. This metal can also increase the perceived brightness—precious metal plating can be so thin that the light passing through, if reflected from a nickel-plating underneath, appears brighter to the viewer. There are many other metals, and even alloys, which can be plated. Additionally, non-metals can be plated if their surfaces can be made conductive.
Resist plating
One of the ways I have used electroplating in my work is as a resist. While jewellers have often used resists for practical reasons in plating (e.g. to only plate the parts of a piece they want to change colour on, for example, or to protect posts of earrings via the application of small plastic tubes), my approach is, instead, to treat the process like batik or wax-resist painting on Easter eggs. Nail polish, electrical tape, and beeswax are just a few examples of what can be used as a resist. The material acts as a barrier and the protected surface remains as it was—unplated.
My favourite resist is thinned rubber cement. The product, which can be purchased from most graphic supply stores, can be thinned to a watery consistency, then applied to the metal with a fine paintbrush (or a rubber stamp). When you are done with the different coloured plating steps, you simply rub and roll the thinned rubber cement off the surface, cleaning the metal and removing the resist.
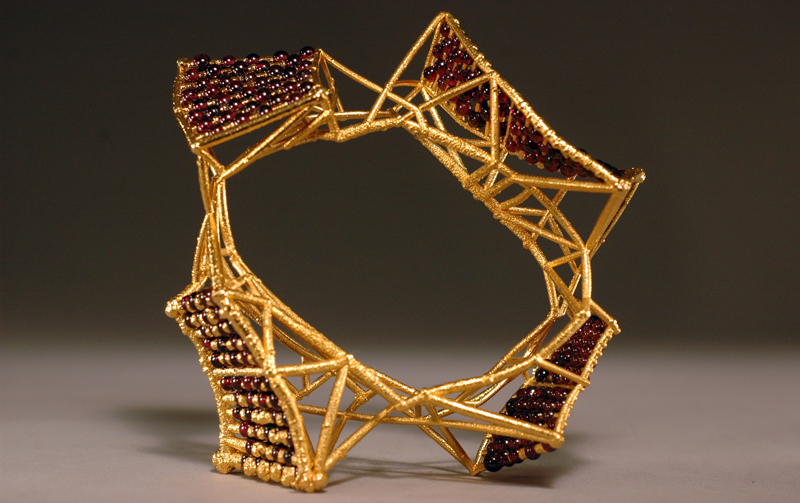
I begin my work with a roll-printed copper sheet for fine surface detail. From there, I paint on thinned rubber cement in a pattern and plate it with nickel (grey), leaving some copper exposed as part of the pattern or design. Then, I apply more resist and plate with silver (white), paint some more, and plate with 24-karat gold (yellow). Finally, the exposed copper could be affected by liver of sulphur or fuming with ammonia to turn this part green and blue—alternatively, heating and quenching the whole thing can be performed to get the copper portions browns and blacks. This patterned plate would then be incorporated into a mechanically constructed jewellery piece (Figure 1).
What is electroforming?
Electroforming refers to plating taking place over an extended period of time and thickening into significance of 0.1 mm or greater. I often electroform my jewellery objects at 1 to 2 mm thickness. While this is fairly easy to achieve in copper, it can be difficult to do when working with precious metals. The process for the latter requires computerized controls and extreme metal concentrations (which can be very expensive when working with gold), among other challenges. As such, I usually create a piece in copper over a stainless-steel armature, then work with a specialized company to have it 24-karat gold electroformed.

(Note that pure copper electrical wire is made by electroforming, growing it to 40 to 50 mm thickness, then peeling it off the stainless-steel mandrel as a thick square rod and drawing it like an ingot into wire.)
Ionic deposition
Electroplating and electroforming are incredibly interesting; they build metal layers atom by atom, the smallest particle deposited onto the surface, as part of a process called ionic deposition.
There is no finer way of making a mould. Indeed, this perfect surface reproduction has long been in practice. In 1830 or so, the process was used to take moulds of clay busts of Napoleon. These were then used to cast porcelain and, ultimately, to create fired ceramic busts with the exact detail of the original.
The created surface is so perfect that this is how vinyl records are made: A wax disc is incised with vibrations caused by sound, which is then electroformed and the negative of the incised wax disc is used to stamp the vinyl record. This use of electroforming was also previously used for plastic injection moulds (now supplanted by computer-aided design/ manufacturing [CAD/CAM] milled moulds).
Many makers ignore this exact surface reproduction side of things and instead use it, as I do, for growing metal onto things, as well as controlling the quality and nature of the surface by chemical additions to the electroforming baths. In my work, I deliberately use the roughness of crude growth to create texture.
Building the work
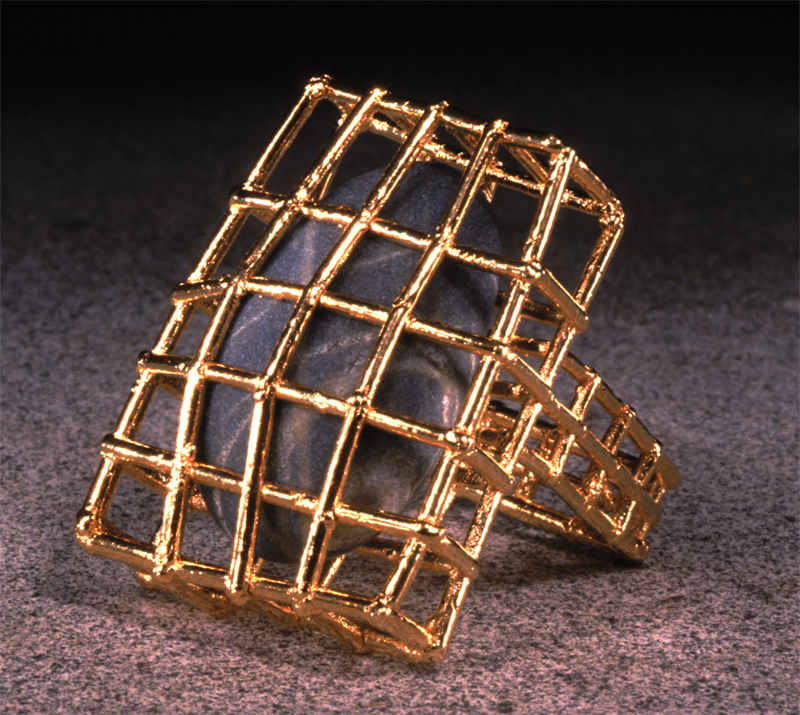
When creating pieces such as these, I sometimes start with a drawing. I begin with a gemstone, then design responding to it, building around the stone using 0.5-mm stainless-steel wire, which is welded using an orthodontic fusion welder.

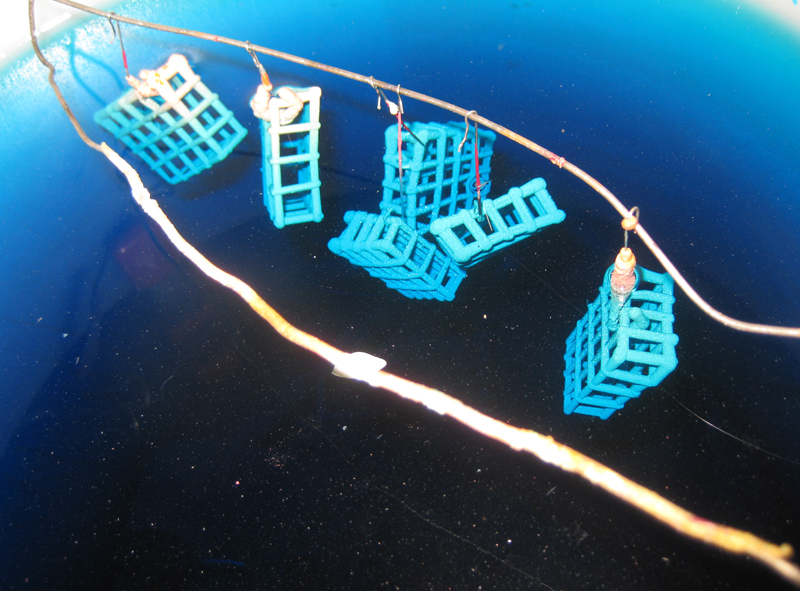
I think of it like drawing using thin metal wire: I can join the wire instantly, bend it with pliers, and intentionally weaken spots with the welder to make a bend point. When a piece is complete (which can include having trapped gems into place in the structure), it is immersed in an antique-style copper acid plating solution. The copper grows slowly—the slower it grows, the smoother the surface. This means a piece can take anywhere from three days to a week or so to grow. During this time, I control where it grows and how by repositioning the anode(s) (metal feed) and the cathode (the object) relative to each other often.
Electroforming issues
There are some practical challenges that arise in designing for electroforming. For starters, the metal is deposited in its most work-hardened state. It has a lot of stress built in and corners tend to be weak. The copper solution I use has poor “throwing power,” which means it is less able to grow in recesses and hollows on an object. Additionally, not all gems can take the week(s) of sitting in an acid mixture, being boiled at the plating company, cleaned in frothing lye solution, and plated in heated gold cyanide solution.
Yes, I have had a few failures over the years—but, surprisingly, most gemstones emerge unscathed. I then tumble the finished object to compact the surface and smooth it slightly.
My history with electroforming
I have been electroforming and plating since I was a 19-year-old student in 1976. I did extensive formative research while serving as a visiting student at Sheridan College in Oakville, Ont., testing out a number of theories and techniques.
When I was 21, I set up the electroforming system for the Nova Scotia College of Art and Design (NSCAD) and taught a course on it. I have since built systems for State University of New York (SUNY) at New Paltz, as well as for several glassblowers.
My approach is really simple: There is no top end to what you can spend on a system. I chose, instead, truly antique methods to make things easier, and, because texture is part of this early process, I use it to my advantage in my work.
Planning, drawing, and modelling
I am a big believer in the process of making easy-to-do samples, testing things, and having a bunch of failed iterations before finding the technique that works well. Investing the time needed, as well as research and drawing ideas, is very important.
The story of the fusion welder
After I had been practicing and teaching electroforming for years and had used it to make copies of chased objects and then make casting models of them, I experienced a breakthrough when a student of mine brought in an orthodontic fusion welder for sale (his brother had used it previously for electronics). While teaching in Australia in 1987, or so, I met David Walker, who used the same tool to make thin stainless wire structures. Once constructed, he would then coat them with paper (kind of like making wooden airplane models) as art jewellery.
With David’s work in mind, I took my new machine home and tested it for several days. I found it would weld stainless, titanium wire, and, messily, 24-karat gold. I could not think of a thing to do with it. I gave it back.
Two years later, I woke up in the middle of the night and realized what I could do with this welder. The next morning, I called up my student, who said he still had it. I bought it and began to build in stainless wire, then electroforming over it. The core of an electroform is called a “mandrel,” and it is normally removed after forming. I decided to use the strength of the stainless steel to create stable construction to grow the metal onto and around—and leave them in place.
The result has been hundreds of pieces, which combine speed (I literally hold the stainless wires against each other, put a hand-held electrode on each side of the joint I want, and press a foot pedal) with my interest in grids (representing culture and rules we impose on ourselves) and structure—with the belief nature is beautiful and, if I give the material/process a chance, it will introduce nature into my piece and emerge infinitely better than if I forced form onto the material. The Japanese call parts of this aesthetic Sabi and Wabi.
I am truly satisfied with this way of expressing myself. As a bonus, I find many of the pieces beautiful and I enjoy the process.




 Charles Lewton-Brain is a master goldsmith who learned and worked in Germany, Canada, and the United States. The recipient of a Governor Generals Award, his research in jewellery and metal working has been published internationally. Lewton-Brain invented foldforming, a new way of working metal. He also co-founded, with Dr. Hanuman Aspler the Ganoksin.com Project, the world’s largest educational website for jewellers. For more on Lewton-Brain and his work, visit brainpress.com.
Charles Lewton-Brain is a master goldsmith who learned and worked in Germany, Canada, and the United States. The recipient of a Governor Generals Award, his research in jewellery and metal working has been published internationally. Lewton-Brain invented foldforming, a new way of working metal. He also co-founded, with Dr. Hanuman Aspler the Ganoksin.com Project, the world’s largest educational website for jewellers. For more on Lewton-Brain and his work, visit brainpress.com.
Sign up for our newsletter
Get all the latest news and features from Jewellery Business. Submit your email below to get our twice-monthly newsletter.
Related Products



Read the Latest Issue
